Основное производство, г. Липецк
Производство в МО, г.Балашиха
Офис в Москве:
Рязанский проспект, 8а
+7 (495) 730-222-4
Заводской диспетчер
+7 (985) 540-01-00
Основное производство, г. Липецк
Производство в МО, г.Балашиха
Офис в Москве:
Рязанский проспект, 8а
+7 (495) 730-222-4
Заводской диспетчер
+7 (985) 540-01-00

Надежность
На рынке металлообработки с 2004 года

Работаем с минимальными заказами
от 50 000 ₽

Работаем со спецсчетами
по 223ФЗ и 44ФЗ

Различные варианты оплаты
Предоставляется рассрочка.
Кредитная линия постоянным клиентам.
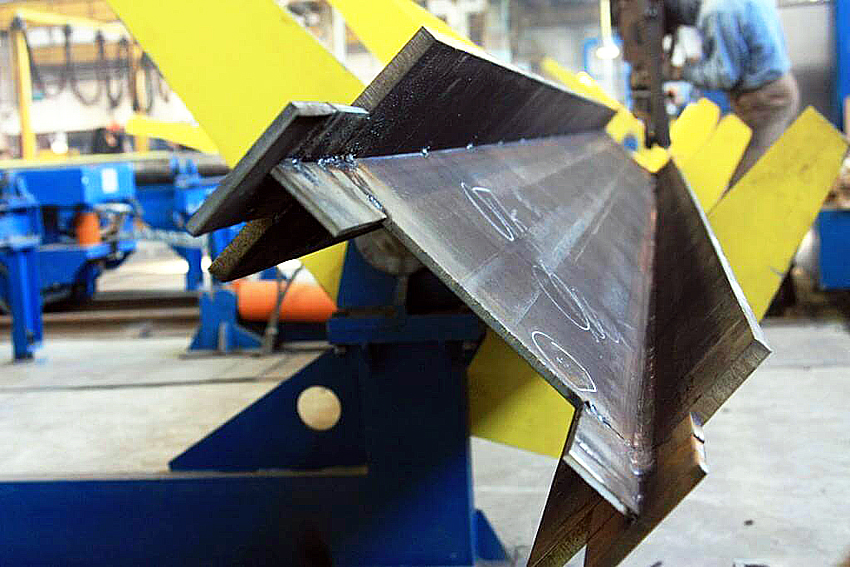
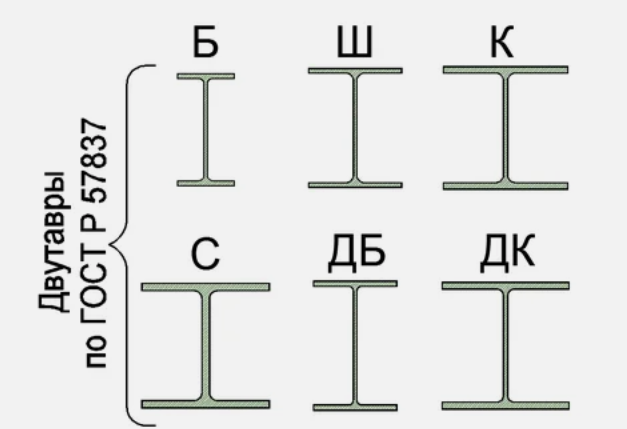
Изготовление балок широко востребовано главным образом благодаря металлокаркасной технологии возведения сооружений. Они выполняют роль несущих опор и перекрытий. Чаще всего для этих целей используют двутавровый профиль, производимый из низколегированной или углеродистой стали посредством сваривания стыков. Предприятие «Металлоцентр» предлагает вам высококачественные изделия, успешно конкурирующие с цельным прокатом. Производим индивидуальный расчет под эксплуатационные условия и необходимые нагрузки. Выберем оптимальное оформление сварной конструкции в соответствии с проектной документацией.
Изготовление балок происходит в соответствии с технологической инструкцией, ГОСТ, разработкой чертежей КМД. Сборка производится только из выпрямленных листов, которые очищены от лишнего — загрязнений, ржавчины, влаги, заусенцев или грата. Параметры материала оговариваются заранее в заказе.
| Размер | ТУ, СТО | Тип | Марка стали |
| 45 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 50 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 55 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 60 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 70 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 80 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 90 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
| 100 | ТУ 14-2Р-477-2015, СТО АСЧМ 20-93 | Б.К.Ш. | Ст3, 09Г2С |
Большинство административных, промышленных, торговых, общественных и жилых многоэтажных зданий построено с применением сварных балок. Их практическое применение обладает целым рядом преимуществ, среди которых следующее:
От качества материала и надежности сварных швов зависит долговечность всей постройки, поскольку на каркас ложится основная нагрузка. Производство балок из горячекатаной стали включает пять этапов.
Достаточно сложно найти хотя бы одно современное инженерное сооружение без двутавровых балок. Они одинаково справляются с вертикальными и поперечными нагрузками. Кроме того, изделия востребованы в машиностроении, где большую роль играет уменьшение тяжеловесности с сохранением прочностных характеристик.
Чтобы заказать изготовление балок, свяжитесь с нами по телефонам в Москве +7 (495) 730-222-4, +7 (985) 540-01-00 или оставьте заявку на сайте. Минимальный заказ 5 тыс. руб.





Оставляя заявку вы соглашаетесь с пользовательским соглашением компании
Заполнение формы займет не более 1 минуты
Оставляя заявку вы соглашаетесь с пользовательским соглашением компании
Заполнение формы займет не более 1 минуты